Тот баспайтын болатты өмірдің барлық жерінде кездестіруге болады, және ажырату қиын болатын барлық үлгілер бар. Бүгін сіздермен осы жердегі білімді нақтылау үшін мақаламен бөліскім келеді.

Тот баспайтын болат - тот баспайтын қышқылға төзімді болат, ауа, бу, су және басқа да әлсіз коррозиялық орталардың қысқартылған атауы немесе тот баспайтын болат тот баспайтын болат деп аталады; және химиялық коррозиялық орталарға (қышқылдарға, сілтілерге, тұздарға және басқа да химиялық сіңдірулерге) төзімді болады. Болаттың коррозиясы қышқылға төзімді болат деп аталады.
Тот баспайтын болат ауа, бу, су және басқа да әлсіз коррозиялық орталар мен қышқылдар, сілтілер, тұздар және басқа да химиялық коррозиялық орталардың коррозиясын білдіреді, ол тот баспайтын қышқылға төзімді болат деп те аталады. Іс жүзінде көбінесе әлсіз коррозиялық ортадағы коррозияға төзімді болат тот баспайтын болат деп аталады, ал химиялық ортадағы коррозияға төзімді болат қышқылға төзімді болат деп аталады. Екеуінің химиялық құрамындағы айырмашылықтарға байланысты біріншісі міндетті түрде химиялық ортадағы коррозияға төзімді емес, ал соңғылары әдетте тот баспайтын болады. Тот баспайтын болаттың коррозияға төзімділігі болаттың құрамындағы легирлеуші элементтерге байланысты.
Жалпы жіктеу
Металлургиялық ұйымның мәліметтері бойынша
Жалпы, металлургиялық ұйымның мәліметтері бойынша, кең таралған тот баспайтын болаттар үш санатқа бөлінеді: аустениттік тот баспайтын болаттар, ферриттік тот баспайтын болаттар және мартенситтік тот баспайтын болаттар. Осы үш санаттың негізгі металлургиялық ұйымына сүйене отырып, дуплексті болаттар, жауын-шашынға төзімді тот баспайтын болаттар және 50%-дан аз темірі бар жоғары легирленген болаттар нақты қажеттіліктер мен мақсаттар үшін алынады.
1. Аустениттік тот баспайтын болат
Аустениттік ұйымның (CY фазасы) матрицадан бетке бағытталған кубтық кристалдық құрылымына магниттік емес басымдық беріледі, негізінен тот баспайтын болатты нығайту (және белгілі бір дәрежеде магнетизмге әкелуі мүмкін) үшін суық өңдеу арқылы. Америкалық темір және болат институты 304 сияқты 200 және 300 сериялы сандық белгілерді шығарды.
2. Ферриттік тот баспайтын болат
Ферриттің матрицалық кубтық кристалдық құрылымы (фаза) басым, магнитті, әдетте термиялық өңдеу арқылы қатайтылмайды, бірақ суық өңдеу оны аздап нығайта алады. Америка темір және болат институтының жапсырмасы үшін 430 және 446.
3. Мартенситті тот баспайтын болат
Матрица мартенситтік құрылымға ие (денеге бағытталған кубтық немесе кубтық), магнитті, термиялық өңдеу арқылы тот баспайтын болаттың механикалық қасиеттерін реттей алады. Америка темір және болат институты 410, 420 және 440 сандарымен белгілейді. Мартенсит жоғары температурада аустениттік құрылымға ие, ол бөлме температурасына дейін тиісті жылдамдықпен салқындатылған кезде мартенситке (яғни қатаюға) айналуы мүмкін.
4. Аустениттік феррит (дуплексті) типті тот баспайтын болат
Матрица аустениттік және ферриттік екі фазалы құрылымға ие, оның кіші фазалы матрицасының құрамы әдетте 15% -дан асады, магнитті, тот баспайтын болатты суық өңдеу арқылы нығайтуға болады, 329 - әдеттегі дуплексті тот баспайтын болат. Аустениттік тот баспайтын болатпен салыстырғанда, дуплексті болаттың беріктігі жоғары, түйіршікаралық коррозияға және хлоридті кернеу коррозиясына және шұңқыр коррозиясына төзімділігі айтарлықтай жақсарды.
5. Жауын-шашынға төзімді тот баспайтын болат
Матрица аустениттік немесе мартенситтік құрылым болып табылады және оны тот баспайтын болатқа айналдыру үшін жауын-шашынмен қатайту арқылы қатайтуға болады. Америка темір және болат институты 630 сияқты 600 сериялы сандық жапсырмаларға, яғни 17-4PH-қа дейін шығарады.
Жалпы алғанда, қорытпалардан басқа, аустениттік тот баспайтын болаттың коррозияға төзімділігі жоғары, коррозиясы аз ортада ферриттік тот баспайтын болатты пайдалануға болады, ал аз коррозиялық ортада, егер материал жоғары беріктікке немесе жоғары қаттылыққа ие болуы керек болса, мартенситті тот баспайтын болатты және жауын-шашынға төзімді тот баспайтын болатты пайдалануға болады.
Сипаттамалары және қолданылуы
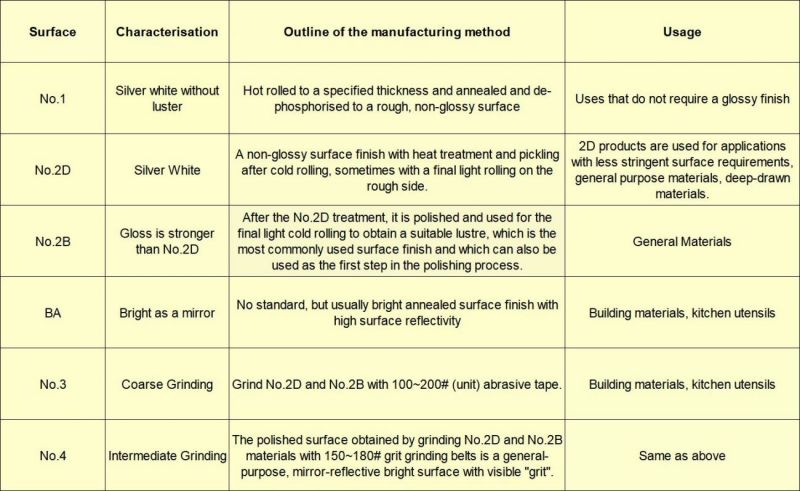
Беттік процесс
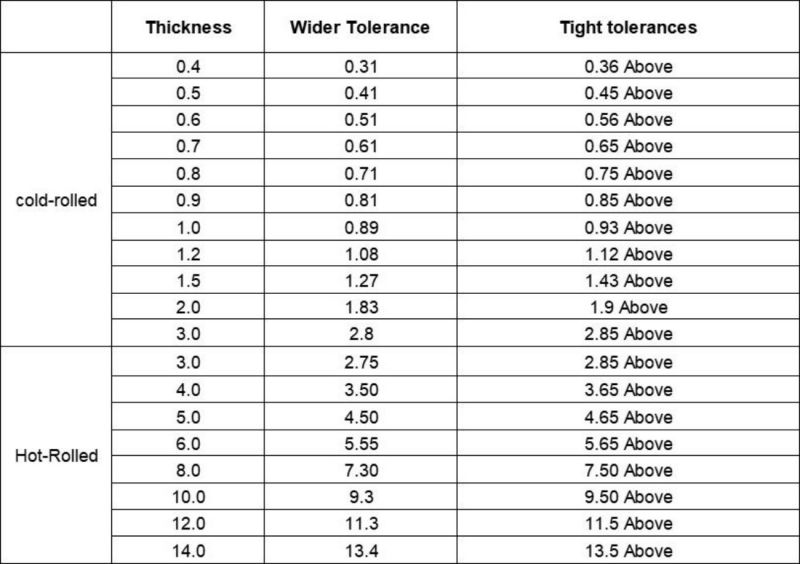
Қалыңдық айырмашылығы
1. Болат диірменінің машиналары илемдеу процесінде орамдар аздап деформацияланатындықтан қызады, нәтижесінде пластинаның қалыңдығы ауытқиды, әдетте қалыңдығы ортасында, екі жағында жұқа болады. Пластинаның қалыңдығын өлшеу кезінде пластина басының ортасында өлшеу керек.
2. Төзімділіктің себебі нарық пен тұтынушы сұранысына негізделген, әдетте үлкен және кіші төзімділіктерге бөлінеді.
V. Өндіріс, тексеру талаптары
1. Құбыр пластинасы
100% сәулелік тексеру немесе UT үшін біріктірілген түтік пластинасының түйіспелері, білікті деңгей: RT: Ⅱ UT: Ⅰ деңгей;
② Тот баспайтын болаттан басқа, құбыр пластинасының кернеуін жеңілдететін термиялық өңдеу;
3) түтік пластинасының тесік көпірінің енінің ауытқуы: тесік көпірінің енін есептеу формуласына сәйкес: B = (S - d) - D1
Тесік көпірінің минималды ені: B = 1/2 (S - d) + C;
2. Түтік қорабын термиялық өңдеу:
Көміртекті болат, төмен легирленген болат, құбыр қорабының бөлінген диапазонды бөлімімен дәнекерленген, сондай-ақ құбыр қорабының бүйірлік тесіктері цилиндр құбыр қорабының ішкі диаметрінің 1/3 бөлігінен асатын, кернеуді азайту үшін дәнекерлеуді қолданған кезде термиялық өңдеуден кейін фланецті және бөлімді тығыздау бетін өңдеу қажет.
3. Қысым сынағы
Қабық процесінің жобалау қысымы түтік процесінің қысымынан төмен болған кезде, жылу алмастырғыш түтік пен түтік пластинасының қосылыстарының сапасын тексеру үшін
1. Қабық бағдарламасының қысымы гидравликалық сынаққа сәйкес құбыр бағдарламасымен сынақ қысымын арттыру үшін құбыр қосылыстарының ағып кетуін тексеру үшін қолданылады. (Дегенмен, гидравликалық сынақ кезінде қабықтың бастапқы пленка кернеуі ≤0,9ReLΦ екеніне көз жеткізу қажет)
2 Жоғарыда аталған әдіс сәйкес келмеген жағдайда, қабық өткеннен кейін бастапқы қысымға сәйкес гидростатикалық сынақтан өткізілуі мүмкін, содан кейін қабық аммиак ағып кету сынағына немесе галоген ағып кету сынағына қойылады.
Қандай тот баспайтын болат оңай тот баспайды?
Тот баспайтын болаттың тот басуына әсер ететін үш негізгі фактор бар:
1. Қорытпа элементтерінің құрамы. Жалпы алғанда, болаттағы хромның мөлшері 10,5% болғанда тот басуы оңай емес. Хром мен никельдің мөлшері неғұрлым жоғары болса, коррозияға төзімділік соғұрлым жақсы болады, мысалы, 304 материалының никель мөлшері 85% ~ 10%, хром мөлшері 18% ~ 20% болғанда, мұндай тот баспайтын болат жалпы тот баспайды.
2. Өндірушінің балқыту процесі тот баспайтын болаттың коррозияға төзімділігіне де әсер етеді. Балқыту технологиясы жақсы, озық жабдықтар, озық технологиялар, үлкен тот баспайтын болат зауытында легирлеу элементтерін басқару, қоспаларды кетіру, дайындаманы салқындату температурасын бақылау кепілдендірілген, сондықтан өнім сапасы тұрақты және сенімді, жақсы ішкі сапа, тот басуы оңай емес. Керісінше, кейбір шағын болат зауыттарының жабдықтары кері, кері технология, балқыту процесінде қоспаларды кетіру мүмкін емес, өнім өндірісі сөзсіз тот басады.
3. Сыртқы орта. Құрғақ және желдетілетін орта тот басуы оңай емес, ал ауа ылғалдылығы, үздіксіз жаңбырлы ауа райы немесе қоршаған ортаның қышқылдығы мен сілтілігі бар ауа тот басуы оңай. 304 материалы тот баспайтын болат, егер қоршаған орта тым нашар болса, ол да тот басады.
Тот баспайтын болаттан жасалған тот дақтарымен қалай күресуге болады?
1. Химиялық әдіс
Тот басқан бөлшектерін хром оксиді қабықшасының пайда болуын қалпына келтіру үшін маринадтау пастасы немесе спреймен өңдеуге болады, бұл коррозияға төзімділігін қалпына келтіреді, маринадтаудан кейін барлық ластаушы заттар мен қышқыл қалдықтарын кетіру үшін сумен дұрыс шаю өте маңызды. Барлығы өңделіп, жылтырату жабдығымен қайта жылтыратылғаннан кейін, оны жылтыратқыш балауызбен жабуға болады. Жергілікті аздаған тот дақтары үшін 1:1 бензин, май қоспасын таза шүберекпен сүртуге болады.
2. Механикалық әдістер
Құммен тазалау, шыны немесе керамикалық бөлшектерді тазалау, жою, щеткамен тазалау және жылтырату. Механикалық әдістер бұрын алынған материалдардан, жылтырату материалдарынан немесе жойылған материалдардан туындаған ластануды кетіруге мүмкіндік береді. Ластанудың барлық түрлері, әсіресе бөгде темір бөлшектері, әсіресе ылғалды ортада коррозия көзі болуы мүмкін. Сондықтан механикалық тазартылған беттерді құрғақ жағдайда ресми түрде тазалаған жөн. Механикалық әдістерді қолдану тек оның бетін тазартады және материалдың өзінің коррозияға төзімділігін өзгертпейді. Сондықтан механикалық тазалаудан кейін бетті жылтырату жабдығымен қайта жылтырату және жылтырату балауызымен жабу ұсынылады.
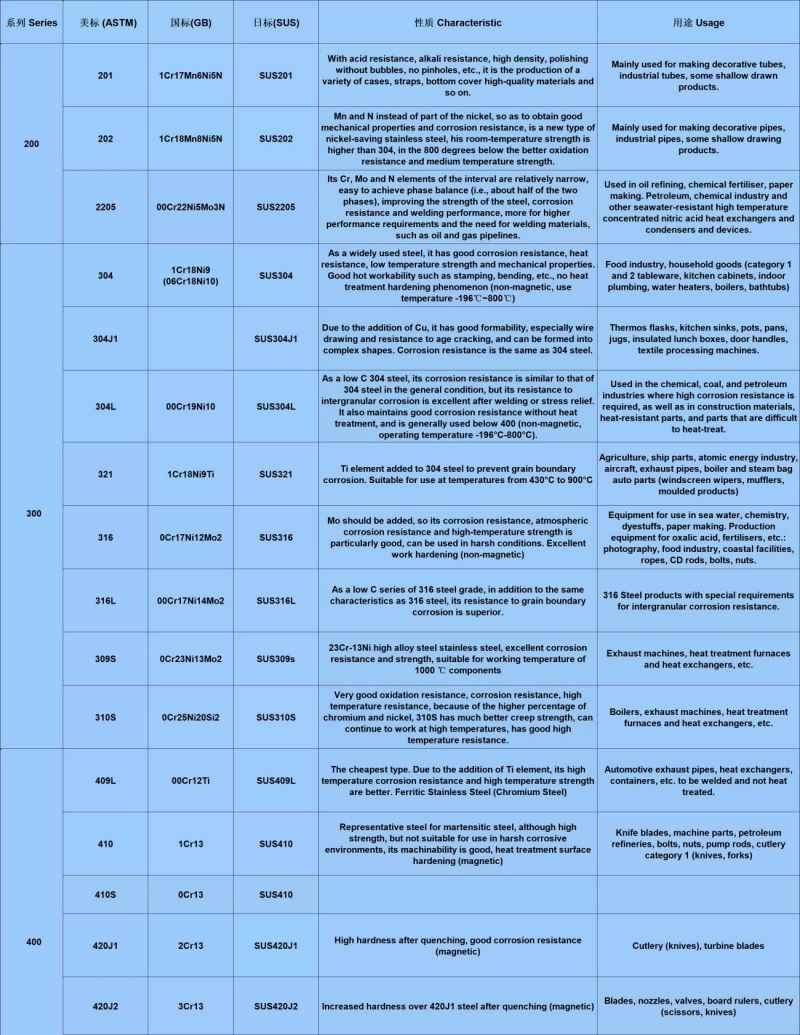
Аспаптар жиі қолданылатын тот баспайтын болаттың маркалары мен қасиеттері
1.304 тот баспайтын болат. Бұл кең қолданыстағы және кең қолданыстағы аустениттік тот баспайтын болаттардың бірі, терең тартылатын қалыптау бөлшектері мен қышқыл құбырларын, контейнерлерді, құрылымдық бөлшектерді, әртүрлі аспап корпустарын және т.б. өндіруге жарамды. Сондай-ақ, магниттік емес, төмен температуралы жабдықтар мен бөлшектерді де шығара алады.
2.304L тот баспайтын болат. 304 тот баспайтын болаттан туындаған Cr23C6 шөгінділерін шешу үшін кейбір жағдайларда түйіршікаралық коррозияға және ультра төмен көміртекті аустениттік тот баспайтын болаттың дамуына елеулі бейімділік бар, оның сезімталдыққа ие түйіршікаралық коррозияға төзімділік жағдайы 304 тот баспайтын болатқа қарағанда айтарлықтай жақсы. Беріктігінің сәл төмен болуымен қатар, негізінен коррозияға төзімді жабдықтар мен компоненттер үшін қолданылатын 321 тот баспайтын болаттың басқа қасиеттері ерітіндімен өңдеуге жарамайды, әртүрлі типтегі аспаптар корпусын өндіру үшін пайдаланылуы мүмкін.
3.304H тот баспайтын болат. Ішкі тармағы 304 тот баспайтын болат, көміртектің массалық үлесі 0,04% ~ 0,10%, жоғары температуралық өнімділігі 304 тот баспайтын болаттан жақсы.
4.316 тот баспайтын болат. 10Cr18Ni12 болатында молибден қосылған, сондықтан болаттың тотықсыздандыратын ортаға және шұңқырлардың коррозияға төзімділігі жақсы. Теңіз суында және басқа да орталарда коррозияға төзімділік 304 тот баспайтын болаттан жақсы, негізінен коррозияға төзімді материалдарды шұңқырларды жасау үшін қолданылады.
5.316L тот баспайтын болат. Сезімтал түйіршікаралық коррозияға жақсы төзімді, коррозияға төзімді материалдардағы мұнай-химия жабдықтары сияқты дәнекерленген бөлшектер мен жабдықтардың қалың көлденең қимасын өндіруге жарамды, өте төмен көміртекті болат.
6.316H тот баспайтын болат. Ішкі тармағы 316 тот баспайтын болаттан жасалған, көміртектің массалық үлесі 0,04%-0,10%, жоғары температуралық өнімділігі 316 тот баспайтын болаттан жақсы.
7.317 тот баспайтын болат. Шұңқырлардың коррозияға төзімділігі және сырғымаға төзімділігі мұнай-химия және органикалық қышқылдарға төзімді жабдықтар өндірісінде қолданылатын 316L тот баспайтын болатқа қарағанда жақсы.
8.321 тот баспайтын болат. Титанмен тұрақтандырылған аустениттік тот баспайтын болат, түйіршікаралық коррозияға төзімділікті жақсарту үшін титан қосып, жоғары температуралық механикалық қасиеттері жақсы, оны ультра төмен көміртекті аустениттік тот баспайтын болатпен ауыстыруға болады. Жоғары температураға немесе сутегі коррозиясына төзімділіктен және басқа да ерекше жағдайларда қолдану ұсынылмайды.
9.347 тот баспайтын болат. Ниобиймен тұрақтандырылған аустениттік тот баспайтын болат, ниобий түйіршікаралық коррозияға төзімділікті арттыру үшін қосылады, қышқыл, сілті, тұз және басқа да коррозиялық ортадағы коррозияға төзімділікті арттырады, 321 тот баспайтын болатпен жақсы дәнекерлеу өнімділігі бар, коррозияға төзімді материалдар ретінде және ыстыққа төзімді болат ретінде пайдаланылуы мүмкін, негізінен жылу энергетикасы, мұнай-химия салаларында, мысалы, контейнерлер, құбырлар, жылу алмастырғыштар, шахталар, өнеркәсіптік пештердегі пеш түтігі және пеш түтігінің термометрі және т.б. өндірісінде қолданылады.
10.904L тот баспайтын болат. Финляндия Отто Кемп ойлап тапқан аса толық аустениттік тот баспайтын болат, оның никель массалық үлесі 24%-дан 26%-ға дейін, көміртек массалық үлесі 0,02%-дан аз, коррозияға төзімділігі тамаша, күкірт, сірке, құмырсқа және фосфор қышқылы сияқты тотықтырмайтын қышқылдарда коррозияға өте жақсы төзімділікке ие, сонымен бірге жарықшақты коррозияға және кернеулі коррозия қасиеттеріне жақсы төзімділікке ие. Ол 70℃-тан төмен күкірт қышқылының әртүрлі концентрацияларына жарамды және қалыпты қысым кезінде кез келген концентрациядағы және кез келген температурадағы сірке қышқылына және құмырсқа қышқылының аралас қышқылына жақсы коррозияға төзімді. Бастапқы ASMESB-625 стандарты оны никель негізіндегі қорытпаларға жатқызады, ал жаңа стандарт оны тот баспайтын болатқа жатқызады. Қытайда тек 015Cr19Ni26Mo5Cu2 болат сыныбына жуық, кейбір еуропалық аспап өндірушілері 904L тот баспайтын болатты пайдаланады, мысалы, E + H массалық ағын өлшегіш түтігі 904L тот баспайтын болатты пайдаланады, ал Rolex сағат корпусы да 904L тот баспайтын болатты пайдаланады.
11.440C тот баспайтын болат. Мартенситті тот баспайтын болат, шыңдалатын тот баспайтын болат, ең жоғары қаттылықтағы тот баспайтын болат, қаттылық HRC57. Негізінен форсункаларды, мойынтіректерді, клапандарды, клапан катушкаларын, клапан орындықтарын, жеңдерді, клапан сабақтарын және т.б. өндіруде қолданылады.
12.17-4PH тот баспайтын болат. Мартенситті тұнбаға төзімді тот баспайтын болат, қаттылығы жоғары HRC44, беріктігі, қаттылығы және коррозияға төзімділігі жоғары, 300 ℃-тан жоғары температурада қолдануға болмайды. Ол атмосфералық және сұйылтылған қышқылдарға немесе тұздарға жақсы коррозияға төзімді, ал оның коррозияға төзімділігі теңіз платформаларын, турбина қалақтарын, катушкаларды, орындықтарды, жеңдерді және клапан сабақтарын өндіруде қолданылатын 304 тот баспайтын болат және 430 тот баспайтын болатпен бірдей.
Аспаптар жасау мамандығында, жалпы және шығын мәселелерімен бірге, дәстүрлі аустениттік тот баспайтын болатты таңдау тәртібі 304-304L-316-316L-317-321-347-904L тот баспайтын болат болып табылады, оның ішінде 317 сирек қолданылады, 321 ұсынылмайды, 347 жоғары температуралы коррозия үшін қолданылады, 904L тек жеке өндірушілердің кейбір компоненттерінің әдепкі материалы болып табылады, дизайн әдетте 904L таңдауға бастама көтермейді.
Аспаптарды жобалау кезінде, әсіресе жоғары температура жағдайында, әдетте аспап материалдары мен құбыр материалдары әртүрлі болады, біз технологиялық жабдыққа немесе құбырдың жобалық температурасы мен жобалық қысымына сәйкес келетін аспап материалдарын таңдауға ерекше назар аударуымыз керек, мысалы, жоғары температуралы хром молибден болат құбыры, ал аспап тот баспайтын болатты таңдауда қиындық тудыруы мүмкін, тиісті материалдың температурасы мен қысымын өлшейтін құралмен кеңесуіміз керек.
Аспапты жобалау кезінде тот баспайтын болаттан жасалған әртүрлі жүйелер, сериялар, маркалар жиі кездеседі, таңдау нақты өңдеу ортасына, температураға, қысымға, кернеулі бөлшектерге, коррозияға және құнына және басқа да көзқарастарға негізделуі керек.
Жарияланған уақыты: 2023 жылғы 11 қазан